一、激光熔凝
激光熔凝又称激光晶粒细化,它是利用比激光相变硬化更高的激光能量(~105w/cm2),使金属表面快速熔化并造成熔化金属与基体之间很大的温度梯度,激光移开后,熔化金属快速凝固,表面获得极细或超细的组织结构,表面成分偏析减少,表层的缺陷与微裂纹可被熔合,同时,通过液态自淬火快速凝固可形成较深的硬化层。激光熔凝的主要目的是提高硬度和耐磨性能,其应用范围包括:
1.铸铁熔凝处理
铸铁是激光熔凝最理想的材料,处理后可使夹杂物溶解,在熔化区获得细枝晶组织。和微细的金属间化合物,从而提高硬度、耐磨、耐蚀性能。如FC25铸铁2kW的CO2激光辐照后,其表面0.7mm是熔凝层,表面硬度可达1000HV,强化层深度约2mm。下面列出几种铸铁熔凝层的硬度及耐磨性。
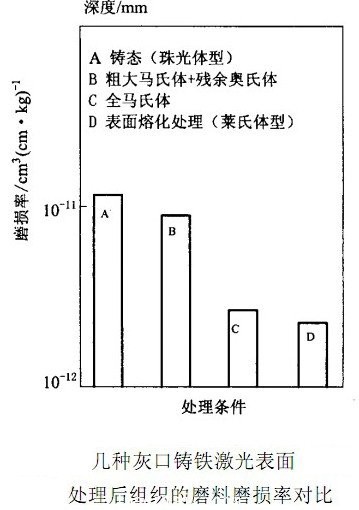
(1)灰口铸铁:具有HV250.硬度的珠光体基体和片状石墨铸铁,经激光表面熔凝处理后,组织为含有马氏体的细小的白口铸铁型凝固组织,硬度为HV800~950,磨料磨损性能大为提高。
(2)球墨铸铁:具有HV180硬度的铁素体基体球墨铸铁,经激光表面熔化处理后,组织主要为含马氏体的细小的白口铸铁型凝固组织,硬度为HV400~950,具有良好的的耐磨性。
(3)白口铸铁:具有HV670的白口铸铁、经激光表面熔凝处理后,组织细化生成马氏体相,组织形态没变,硬度提高到HV800以上,且对抗磨料磨损有良好影响。
(4)硅铸铁:含约6.0%Si,约2.5%C的铁素体基体加片状石墨铸铁,硬度为HV240的硅铸铁,经激光溶凝处理后,得到细小的凝固组织,其最高硬度可超过HV1000,耐磨性得到很大提高。
2.具钢激光熔凝处理
具钢激光熔凝处理,可使碳化物很快溶解并随后产生细小而弥散分布的碳化物,从而提高红硬性与刀具使用寿命,高速钢刀具激光熔凝与常规热处理后的硬度的比较。处理工艺;刀具先经常规淬火与回火处理,再用钕脉冲激光器进行熔凝处理,激光功率为7J光斑直径为0.4mm凝层深度为500μm织为细马氏体,残余奥氏体,铁素体及未熔碳化物。
3.Al-Si合金激光熔凝处理
在汽车及其相关工业中,铝硅合金广泛用作铸造合金,尤其是Al-13Si和Al-8Si-3Cu,这些合金通过硅和初生铝相的共晶析出得以强化,此时的初生硅相是粗大的,通过熔凝处理可产生细小的共晶组织,且均匀分布,从而改善了Al-Si合金性能。
二、激光上釉
激光上轴又称激光非晶化,由于熔化层的急冷速度高达106℃/S不及形成晶核进行结晶,并抑制了熔体的外延长大,形成类似玻璃状的非晶态组织(称之为金属玻璃)这种材料具有各向同性的力学性能,如铁系非晶态的强度极限可达到4000MPa,且塑性也好,室温下可冷压近30%~50%,能多次弯曲180o,对裂纹等缺陷敏感性很小,此外,金属材料激光非晶化处理后,表面耐腐蚀,抗氧化,耐磨性大为提高。
三、激光冲击硬化
激光冲击硬化是利用高峰值功率密度的激光束和工件材料的相互作用产生的强应力波,冲击金属表面使其产生塑性变形,提高力学性能的一项技术。工艺处理过程首先是将待冲击工件部位涂上黑漆,并用石英玻璃薄片贴合在试件待冲击区域,以形成透明的保护层。在激光辐照下,由于瞬间的高温,黑漆蒸发为气体并形成冲击波,传入工件内部,其瞬间的压力峰值可达*"P$%左右,在高压力作用下,工件表面产生塑性变形,形成残余压应力,表面微观结构发生变化,位错密度增加,从而改变金属材料表层性能。
|



