【摘要】疲劳、腐蚀、摩擦和磨损是机械零部件、工程构件的主要破坏形式,它们所导致的经济损失是十分惊人[1],其引起的工程构件的失效大多发生在表面,零件的表面硬度影响零件的耐磨性。采用大功率激光熔覆修复技术,在零件表面失效的部分,激光熔覆一层合金材料使得熔覆合金层的零件表面有良好的机械性能,使因表面失效而报废的零件能再次使用。
【关键字】激光,激光技术,激光熔覆
疲劳、腐蚀、摩擦和磨损是机械零部件、工程构件的主要破坏形式,它们所导致的经济损失是十分惊人[1],其引起的工程构件的失效大多发生在表面,零件的表面硬度影响零件的耐磨性。采用大功率激光熔覆修复技术,在零件表面失效的部分,激光熔覆一层合金材料使得熔覆合金层的零件表面有良好的机械性能,使因表面失效而报废的零件能再次使用。对于一些外形尺寸较大、吨位重的零件,利用激光熔覆技术修复后,减少工件的报废数量,降低备件制作成本,提高零件的使用寿命和再利用率,这对于节省金属材料,提高经济效益有很重要的意义。激光熔覆再制造技术是近年来各发达国家竞相研究和应用的重点之一。它是解决资源浪费、环境污染和废旧装备翻新改造的最佳方法和有效途径之一,是符合国家可持续发展战略的一项绿色系统工程。
本文以铁基合金粉末为熔覆材料,在常用的中碳钢(45号钢)基材上激光熔覆高硬度铁基合金覆层,研究工艺参数对显微硬度及表面硬度的影响,以提高零件的耐磨性,使之为工业应用奠定基础。
我们用前期正交实验法得到的两组最佳工艺参数[2],进行了后续试验的组织分析和显微硬度分析
2 实验方法实验在DL2HL2TH500型高功率横流CO2激光器上进行,配SIMENS数控控制系统;熔覆材料为铁基粉末,基体材料为45号钢。
试验前将45号钢棒料待熔覆面用砂纸打磨(表面粗糙度Ra=0.8um)并用丙酮清洗干净吹干,采用同步送粉法进行激光熔覆实验,实验加工示意图如图1 。

同步送粉法激光熔覆加工示意图
试验步骤如下:
(1 ) 将试样用卡盘夹紧,调节激光功率、扫描速度、送粉速度,用激光器进行激光熔覆处理,处理时,用氩气气体保护。
(2) 试验结束后, 垂直扫描方向沿法向轴线剖切试样,在镶嵌机上制作金相式样,经过金相打磨抛光后,经5%硝酸酒精腐蚀后,在光学显微镜下观察组织形态和成分变化;用金相显微镜观测熔覆层表面状况,熔覆层与基材结合处及基材热影响区的金相组织。
(3)在显微硬度计上测量熔覆层表面及沿径向深度方向的硬度值。
3 实验结果与分析硬度测量分为表面硬度测量和熔覆层的显微硬度测量,表面硬度的测量使用HR1502A型洛氏硬度计,显微硬度的测量使用HX2200型显微硬度计。
从测量的硬度变化可以看出。在速度较低时,当扫描速度一定时,随着激光功率的增加,表面硬度有所下降。但是当扫描速度加快时,随着激光功率的增加,熔覆层表面硬度又越来越高。当功率一定时,扫描速度越快,硬度越高。到一定的速度又有所下降,硬度变化规律用曲线表示.
总之,熔覆层的表面硬度与激光功率与扫描速度有很大关系,激光功率越高,扫描速度越快,则得到的熔覆层表面硬度越高。熔覆层的表面硬度与熔覆的层数没有多大关系。选择前期实验所得熔覆层表面最好的两组参数进行试验,做显微硬度分析。
以下曲线上的垂直线表示熔覆层和基体的结合面
(1)Fe35铁基合金粉末在45号钢调质态棒料上激光熔覆实验式样的显微硬度图
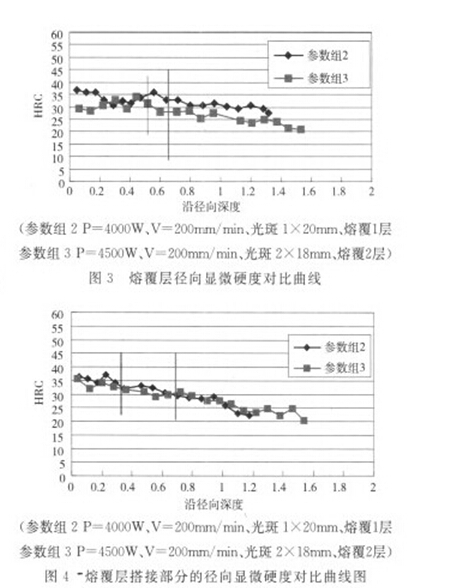
从图3和图4中看出,以两组参数加工的熔覆层的硬度相差不大,基体热影响区的硬度有所差别 ,
但相差也不大;以参数组2加工的熔覆层下的基体热影响区的硬度要略高于以参数组3加工的熔覆层下的基体热影响区硬度。这是因为以参数组3加工的熔覆层是由两层叠加而成,在第二层熔覆层成形时,产生的热将对前一层覆层的热影响区有回火作用,所以以参数组3激光熔覆的结果在熔覆层搭接部位或覆层下基体热影响区的硬度要低于以参数组2激光熔覆的硬度;两个参数组的熔覆层与基体热影响区的硬度过渡平滑,有利于抑制裂纹的产生。
以参数组3加工的熔覆层和搭接部位的覆层是多覆层叠加起来的,在单层未预热激光熔覆时,熔覆层的组织很细小;搭接熔覆、多层熔覆的第二道或第二层熔覆由于熔覆过程连续进行,前道(层)熔覆层温度较高,即开始第二道(层)搭接熔覆,故搭接区的组织粗化。多层熔覆的层间搭接的重熔区位于熔池的底部,由于刚形成的熔覆层温度很高,近表面温度较低,相当于对熔池有激冷的作用。熔池底部的液态金属处于过冷,在熔池底部形成的晶核,通过周围液体传热,晶核向液体中继续长大便形成等轴晶。由于层间温度较高,结晶速度较慢,故形成的等轴晶组织较粗大[3]。由多层熔覆的熔覆层组织分布可以看出,硬度峰值出现在各层的近表层的细晶区;而最低硬度则出现在两层之间重熔区的粗晶区。
4 结论应用Fe35铁基合金粉末和Fe30铁基合金粉末在45号钢上进行激光熔覆,熔覆层与基体硬度过度平缓,覆层与基体结合过程中内部应力减少,熔覆层表面和基体表面没有裂纹;搭接部分基体热影响区硬度相对未搭接部分基体热影响区低;熔覆层的表面硬度与激光功率及扫描速度有很大关系,激光功率越高,扫描速度越快,则得到的熔覆层表面硬度越高。熔覆层的表面硬度与熔覆的层数没有多大关系。
|



